首頁
產品介紹
搪孔刀柄
HBIT 雙刃粗搪孔刀系統
1143 高速搪孔刀
BMH 搪孔刀系列
HBOR 極細微調精搪孔刀系統
HBDR 微調精搪孔系統
h100-B72 大孔徑搪孔刀組合系統
h100-AL120 大孔徑搪孔刀組合系統
HNBJ16 小徑精搪孔系統
NBH2084 微調精搪孔系統
HRBH 微調精搪孔系統
精密虎鉗
媒體中心
新聞消息
展覽消息
技術文案
影音
電子型錄
公司介紹
關於我們
聯絡我們
En
繁體中文
產品介紹
首頁
產品介紹
精密虎鉗
產品介紹
搪孔刀柄
HBIT 雙刃粗搪孔刀系統
1143 高速搪孔刀
BMH 搪孔刀系列
HBOR 極細微調精搪孔刀系統
HBDR 微調精搪孔系統
h100-B72 大孔徑搪孔刀組合系統
h100-AL120 大孔徑搪孔刀組合系統
HNBJ16 小徑精搪孔系統
NBH2084 微調精搪孔系統
HRBH 微調精搪孔系統
精密虎鉗
Need A New Products?
Contact Now
產品介紹
搪孔刀柄
HBIT 雙刃粗搪孔刀系統
1143 高速搪孔刀
BMH 搪孔刀系列
HBOR 極細微調精搪孔刀系統
HBDR 微調精搪孔系統
h100-B72 大孔徑搪孔刀組合系統
h100-AL120 大孔徑搪孔刀組合系統
HNBJ16 小徑精搪孔系統
NBH2084 微調精搪孔系統
HRBH 微調精搪孔系統
精密虎鉗
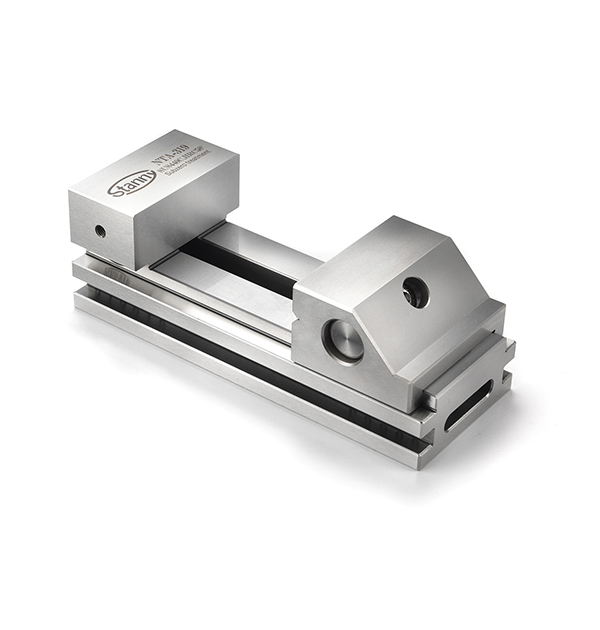
NTA-TYPE
不銹鋼精密虎鉗
NK-TYPE
精密虎鉗
1
精密虎鉗
新型虎鉗,增加使用上快速、穩定 1.在前進、移動鉗口、要往前推即可定位。 2.在夾緊,移動鉗口定位、轉動六角板手旋緊,旋緊螺絲。 3.在放鬆,反向轉動六角板手、移動鉗口自動後退。 4.在退後,六角板手往上壓,如L,脫離定位,即可往後拉。 5.注意,螺絲與凸輪螺母,D牙接觸在2/3以上,但不可將螺絲旋轉到底,此時移動鉗口無法往後退。螺絲旋緊角度應持45°左右為佳。